NSK end users success story as it appeared in Moldmaking Technology magazine.
2/11/2016
Raising the Speed Limit for Smaller Cutters
An auxiliary electric spindle enables this shop to handle small features and intricate finishing work without investing in a new machining center.
Case Study From: MoldMaking Technology, Matt Danford , Senior Editor
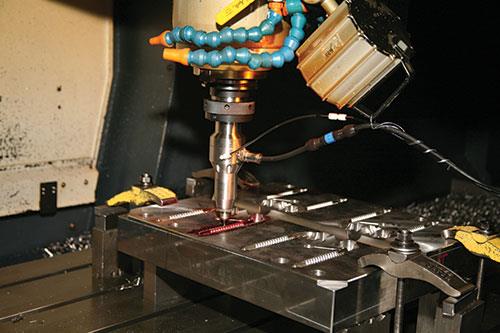
With a straight shank, Ron Al Mold’s electric spindle can be fitted to any machine in the shop, regardless of taper. Speeds ranging to 50,000 rpm and runout of less than 1 micron ensure the shop can make the most of smaller cutting tools when jobs call for them. Images courtesy of Ron Al Mold & Machine.
Virtually all of the shop’s work involves the machining of tear trims, narrow channels that provide an outlet for overflowing rubber.
Along with a means to set rpm levels and integrate with the machine’s CNC, the spindle’s dedicated control features a load meter (the horizontal blue bar at the top) to help protect cutting tools. The lamp timer visible here is used to shut the spindle off after a certain period of time during the night shift.
The shop’s workhorse equipment consists of 40- and 50-taper machines designed for heavy hogging, such as these two Johnford models from Absolute Machine Tools. Prior to acquiring the electric spindle, the only option for more intricate cuts was setting very low feed rates and maxing machine spindles out at 6,000 rpm, a recipe for scrapped workpieces and broken tools.
Ron Siciliano, president of Ron Al Mold & Machine.
Although Ron Al Mold & Machine would benefit from a machine with a higher-rpm spindle, company President Ron Siciliano feels no immediate pressure to make such an investment. At the moment, it’s far more cost-effective to rely on what he calls “the next best thing:” an auxiliary spindle that enables existing machines to run fast enough for the shop’s smallest cutting tools.
The shop had tried similar devices with similar benefits before, however, Siciliano says this one belongs in a separate category. As opposed to attachments that rely on an interface with the machine’s main spindle, the HES510 from NSK America (Hoffman Estates, Ill.) operates on its own power via a self-contained electric motor. This design reduces wear and enables longer run times. Moreover, the spindle’s smoother operation—“you can’t even hear it running,” he notes—improves accuracy, surface finish and tool life.
Perhaps most importantly, the previous units couldn’t match the HES510’s 50,000-rpm maximum speed, Siciliano says. That’s more than fast enough to ensure the company can run cutters as small as 0.015 inch in diameter not just effectively, but productively as well.
Sweating the Small Stuff
Efficient machining with smaller cutters is particularly notable because the 10,000-square-foot shop in Kent, Ohio, is tooled mostly for heavy hogging. That’s what’s required to produce rubber molds, which Ron Al Mold & Machine has considered a core competency since its founding more than 30 years ago. Although the 10-employee shop also pursues general machining work, this focus on rubber molds was a major factor in the purchase of most of its workhorse equipment, which consists primarily of Johnford-brand VMCs, bridge mills and double-column mills from Absolute Machine Tools (Lorain, Ohio). Siciliano says the rigidity of these mostly 40- and 50-taper machines is essential for roughing work on tooling shipped to customers ranging from railway and automotive industry suppliers to manufacturers of dog toys.
However, the capability to perform more intricate, lighter cuts has become more important to maintaining a niche in that market, Siciliano says. Part designs continue to increase in complexity, and molds demand tighter tolerances and smoother finishes than ever before. Not to mention that even the simplest jobs require some level of finesse. For example, each individual mold cavity is surrounded by a tear trim, a narrow channel that provides an outlet for overflowing rubber that can be torn away later. Likewise, most molds require engraving a serial number. Given the ever-increasing pressures of low-cost competition and tighter delivery schedules, the company has made a more concerted effort to improve such operations in recent years.
Whether carving out a tear trim or finishing a complex contour, one common denominator is a small cutting tool. The smaller the tool, the faster it must spin for each cutting edge to reach a surface speed that enables effective material removal. For example, the optimal surface speed for a solid carbide end mill in the pre-heat-treated, 4140 steel common to Ron Al Mold’s work is 300 to 350 sfm, Siciliano says. Although the shop’s current machinery is well-suited for heavier operations and larger tools, its 6,000-rpm spindles simply weren’t designed to push any end mill smaller than about 0.125 inch in diameter to that level of surface speed.
An Unreliable Alternative
So far, the realities of business have prevented investment in a new machine, Siciliano says. At first, the shop turned to auxiliary spindle attachments commonly referred to as “speeders.” These units employ planetary gears that interface with the machines’ main spindle to amplify its rotational motion. Despite continued problems with vibration and tool life, running at speeds ranging to 12,000 rpm instead of 6,000 rpm significantly improved productivity in operations requiring smaller cutters, he says. However, these gains were short-lived. After heavy use, the auxiliary spindles broke down and had to be sent back to the manufacturer for rebuild. This not only delayed production, but cost thousands of dollars—a bill the shop often couldn’t afford to pay.
As the worn-out speeders sat collecting dust, machine operators returned to simply maxing out at 6,000 rpm and pushing tools at painfully slow feed rates. The result? Lengthy cycle times, broken tools, chatter marks and undue wear on machine spindles. Siciliano recalls being particularly concerned about running small tools during lights-out shifts. “I’d be leaving for the night and could just hear the machines screaming, even from outside,” he says. “It used to drive me crazy.”
More than a Speeder
Late last year, Siciliano and his team decided to try yet another auxiliary spindle. This time, however, the device would run on its own power. Driven by a brushless DC motor with 340-W maximum output, the HES510 can push tools in 1,000-rpm increments all the way to 50,000 rpm—more than fast enough for Ron Al Mold’s purposes, Siciliano says (although other HES Series units achieve 80,000 rpm). Without gears that are subject to heat buildup, the spindle can run at these higher speeds for much longer, he adds, noting that the HES510 is still “good as new” after more than 6 months of heavy use. The unit also provides a rest for machines’ primary spindles, which must be switched off via an M-code in the CAM program prior to use. (An emergency breakaway connector prevents damage if the machine spindle is accidentally switched on.)
Additionally, the shop has experienced none of the problems with vibration and runout that often plagued the speeders. According to the supplier, that’s due to the lack of moving parts as well as the use of ceramic bearings. Both features contribute to maximum total indicator runout (TIR) of 1 micron, as measured at the tip of the taper on the spindle’s ID. For Ron Al Mold, the resulting smoother cutting action has significantly improved tool life, Siciliano says. He adds that a load meter on the unit’s control box provides an additional safeguard for the shop’s valuable carbide. Using green, yellow and red lights, the meter helps users determine when to adjust parameters and even shuts the spindle off automatically if the load becomes too great.
Ron Al Mold chose a straight shank to ensure compatibility with all its machines, although all of NSK’s spindles are available with a variety of tapers. Operation is simple, Siciliano reports. The unit inserts in the spindle just as a toolholder would. From there, setup involves simply connecting the electrical cord and the air hose. (The latter cools the bearings and creates an air purge to keep out chips and other contaminants.) Both are typically tied away from the cutting zone and snaked up and over the machine’s door. Operators roll the spindle from machine to machine on a cart as needed. The shop has even paired the unit with a tabletop lamp timer to enable it to run unattended for set periods of time during the night shift.
Given that the shop is still experimenting with cutting parameters and that every job is different, quantifying the overall sum of the gains provided by the new spindle is difficult, Siciliano says. Yet, its performance certainly shines through on specific operations. For example, the shop recently machined tear trims with an 0.093-inch-diameter ballnose end mill at 60 ipm and 35,000 rpm. Using the machine’s main spindle at 6,000 rpm, he estimates the feed rate would likely have topped out at about 10 ipm. He also estimates that the shop likely would have scrapped two end mills before completing the work with a third. With the electric spindle, a single tool was sufficient. “This is definitely one of our best purchases in a long time,” he concludes.
Link: http://www.moldmakingtechnology.com/articles/raising-the-speed-limit-for-smaller-cutters